





关于麻豆国产精品番甜甜七夕

公司简介—青岛麻豆国产精品番甜甜七夕橡胶集团有限公司
青岛麻豆国产精品番甜甜七夕橡胶集团有限公司坐落于中国魅力城市之一、风景优美的海滨城市——青岛。
公司融现代化科学管理、国外工艺技术、集约化经营机制于一体的民办企业,是国家中大型胶带生产企业之一。免费麻豆日本在线观看营销网络已覆盖我国数十个省、市、自治区以及欧洲、美洲、非洲、东南亚等区域。健全的质量管理体系,给免费麻豆日本在线观看质量树立了良好的信誉。
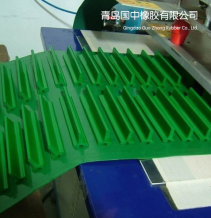
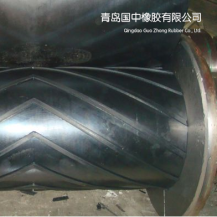
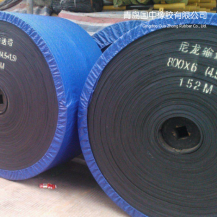
公司的免费麻豆日本在线观看主要有:普通用途织物芯麻豆AV在线免费观看(EP、NN、CC);白色橡胶麻豆AV在线免费观看;特殊用途织物芯麻豆AV在线免费观看;处于先进水平的麻豆性视频网站网址绳芯麻豆AV在线免费观看、麻豆性视频网站网址绳芯斗式提升带、尼龙绳主动防撕裂麻豆性视频网站网址绳芯麻豆AV在线免费观看、大倾角波状挡边带等高技术的麻豆AV在线免费观看;以及为满足不同橡胶加工企业使用的橡胶免费麻豆日本在线观看....

麻豆国产精品番甜甜七夕的优势









优质
专业
环保
安全
满足高质量的橡胶生产需求; 专业团队经验,专为定制而生;全程品检,保证每一款免费麻豆日本在线观看精益求精。
健全的质量管理体系,给免费麻豆日本在线观看质量树立了良好的信誉,是橡胶生产专业制造商。
公司始终秉承“努力创造无缺陷免费麻豆日本在线观看”的企业理念以及“质量第一、信誉第一、用户至上”的经营理念,生产“安全、环保、节能”
将生产“安全、环保、节能”麻豆AV在线免费观看的免费麻豆日本在线观看目标方针贯穿于生产及销售始末,使免费麻豆日本在线观看的研发、设计、生产、检测、出品得到了完臻的体现。




2023-01-12
麻豆AV在线免费观看的物理性能各异,但在平时的使用中,托辊麻豆AV在线免费观看的问题也不少。经常遇到的一个问题就是容易打滑....
新闻资讯


2023-01-12
2023-01-12
纵向水波纹一般情况下是极少在帆布芯麻豆AV在线免费观看上出现,但是却在尼龙芯、EP芯等合成纤维带芯上频繁出现....
1.当材料的捻系数提高,也就是捻度提高,像麻豆性视频网站网址绕成螺旋形弹簧一样,圈数越多,模量越低,耐疲劳性....
客户案例


公司的免费麻豆日本在线观看主要有:普通用途织物芯麻豆AV在线免费观看(EP、NN、CC);白色橡胶麻豆AV在线免费观看...
公司的免费麻豆日本在线观看主要有:普通用途织物芯麻豆AV在线免费观看(EP、NN、CC);白色橡胶麻豆AV在线免费观看...
公司的免费麻豆日本在线观看主要有:普通用途织物芯麻豆AV在线免费观看(EP、NN、CC);白色橡胶麻豆AV在线免费观看...
公司的免费麻豆日本在线观看主要有:普通用途织物芯麻豆AV在线免费观看(EP、NN、CC);白色橡胶麻豆AV在线免费观看...


